EN
Tungsten Carbide Stamping Dies: Materia Commoda, Design Considerationes, et Mors Vita Maximising
Industria News-Cur Wolframium Carbide est SUMMUS Material pro Stamping Dies
Tungsten carbide stamping perit factae industriae Probatio pro magno volumine metallo formando, blank, transfixo, et progressivo operationes moriuntur in quibus instrumentum longitudinis, constantiae dimensivarum, et resistentia ad laesuras vestium non negotiabiles requiruntur. Praecipua duritia materialis - plerumque ab 85 ad 93 HRA (Rockwell A) fretus gradu et ligans contento - prima ratio carbida perit durae instrumenti conventionalis ferro alternando a factoribus 10 ad 50 temporibus in ambitus productionis exigendo. Haec duritia extraordinaria derivatur ex particulis carbide cristallinae structurae carbidae, quae secundae tantum adamas in scala Mohs, in cobalto metallico vel nickel matricis per processum liquidum-phase sintering connexum, connexum est.
Supra rudis duritiem; tungsten carbide terunt dies complexionem proprietatum offerre, ut nulla alia materia replicare possit. Compressiva vis carbidis coagulo plus quam 4,000 MPa — fere quater quam ferrum instrumentum D2 — ut carbida perit ad resistendum extremae contactus passiones generatae in magna celeritate impressionis materiarum durarum qualium est chalybs immaculata, laminae electricae ferri, admixtiones aeris, et vere indurata habena ferri. Humilis coefficiens materialis expansionis scelerisque et magna conductivity tuendae dimensionis stabilitatis sub cyclica calefactione generatae in continuis operationibus torcularis summus velocitatis, impediens lassitudinem thermarum crepuit, quod gradatim instrumentum ferri decedit ad altam ictum rates decedit.
Clavis Materia Proprietatum Wolframi Carbide pro Die Applications
Executio carbidi tunstri in productione stampae mori directo determinatur ab specifico gradu carbide coagulo electo. Gradus carbide machinantur varia magnitudine carbidi tungsten, speciei et centesimae metallicae ligantis, et additae carbides secundae, ut titanium carbide (TiC), tantalum carbide (TaC), vel chromium carbide (Cr₃C₂). Quaelibet harum variabilium variam proportionem inter duritiem, duritiem, resistentiam induere, resistentiam corrosionis efficit.
Duritia et gere Resistentia
Duritia est proprietas maxime coniuncta cum labore resistentia in applicationibus carbidi mori. Sicut cobaltum ligans contentum decrescit ab 25 wt% versus 3 cum%, duritia gradatim crescit ab circiter 85 HRA ad 93 HRA. Moles grani subtilis et ultrafine WC — infra 1 micron — duritiem amplius elevant, reducendo medium liberum iter inter particulas carbidas duras, quae resistentiam auget micro-abrasioni in marginibus secandis et radios formando. Nam stamping perit operans in materias valde laesuras ut silicon ferrum, frigidum-volutum chalybem immaculatum, vel fossurae metallicae pulveris, gradus ultra grani cum 6-10 wt% cobaltum liberare optimalem compositionem altae duritiei et fracturae adaequatae duritiem ad resistendum detractione in oneratione press.
Fractura Toughness et Impact resistentia
Fractura durities (K₁c) mensurat resistentiam materialem ad fissuram propagationis sub impulsu vel incursu onerantium - proprietas quae decernit utrum mors assurat, rima, vel catastrophice fractura subitis oneribus subiciatur, urgeat maleficia, an eventus duplices ictus. Tungsten carbidis durities augetur contento cobalto, vndique ab circiter 8 MPa·m½ ad 6 wt% Co ad super 15 MPa·m½ ad 20-25 wt% Co. Nam calcare perit qui experientiam significantis ictum loading — sicut gravis vestis in spissa materia operatur, aut progressivum perit cum geometricis incompositis ferrum, quae asymmetricas partes superiores fracturae generant, contenta est essentialis ad gradus sectionis fracturae aliqua renitendo gerunt. Rectus gradus electionis aequat certatim postulata duritiei et duritiei secundum certas figuras applicationis accentus.
Compressive Fortitudo et Elastica Modulus
Modulus elasticus carbidi tungsten — circiter 550-650 GPa gradu pendens — fere ter altior est quam ferri ferramenti. Haec extrema rigoris significat carbidam calcationis dies longe minus presso onere deflectere quam instrumentum ferreum aequivalens instrumenti, quod directo ad arctiorem partem tolerantiae vertit, constantius pluma-ad-pluma dimensionum in progressivo opere decedente, et variatio ver retro in formandis operationibus redacta. Excelsa vis compressiva impedit superficiem deformationem et incisum sub crebra pressione contactum mori, quae prima mechanismus dimensivarum calliditate in ferro ferro operando in duris materiis habenis perit.
Tungsten Carbide Stamping Die Grad Electio Guide
Rectam carbidam gradum eligens ad applicationem mori calcationis requirit adaptare proprietates materiales ad specificam compositionem operis materiae, press celeritatem, mori geometriam, et expectatum volumen productionis. Sequens tabula summatim summat genera carbide usitata graduum communium pro applicationibus moriendi et earum optimalium casuum usu.
| Gradus Categoriae | Co Binder (%) | Duritia (HRA) | Frumenti Size | Optimus Application |
| Maximum duritiam / Minimum Co | 3-6% | 91–93 | Ultrafine (<0.5 µm) | Tenuis blanking, subtilitas acumen duris tenuibus pungens |
| General Propositum | 8-12% | 88-91 | Denique (0.5-1.5 µm) | Progressive terunt moritur, electrica lamination pulsare |
| medium Toughness | 13-16% | 86–88 | Medium (1.5-3 µm) | Vexatio mediae METIOR incorrupta ferro et aeris admixtionibus |
| princeps Toughness | 18-25% | 83-86 | Crassum (3-6 µm) | Graves METIOR vacua formans perit cum magno impulsu loading |
| Ni-Bonded / Corrosio Repugnans | 6-12% Ni | 87–90 | Fine-Medium | Inpressere materiae mordax, medicinae fabrica components |
Graduum carbidam Nickel-bondorum specialem mentionem merentur in applicationibus ad signaturam materiae corrosivam, vel ubi partes morientes infestantibus lubricantibus et coolantibus exponentur. Ligans Cobaltum susceptibile est impetum corrosivum in ambitibus acidicis praeferens, qui ligantem detrahit phase et acceleratam superficiem exasperans facit. Nickel-bond-tungsten carbida stamping perit offerre duritiem aequipollentem et duritiem ad gradus cobaltum faciendos, repugnantiam significanter meliorem in his ambitibus corrosionem praebens, ut iis potiorem electionem pro arte medica struendi et electronicorum iungendi fabricandi, ubi processus munditiae signa sunt restricta.
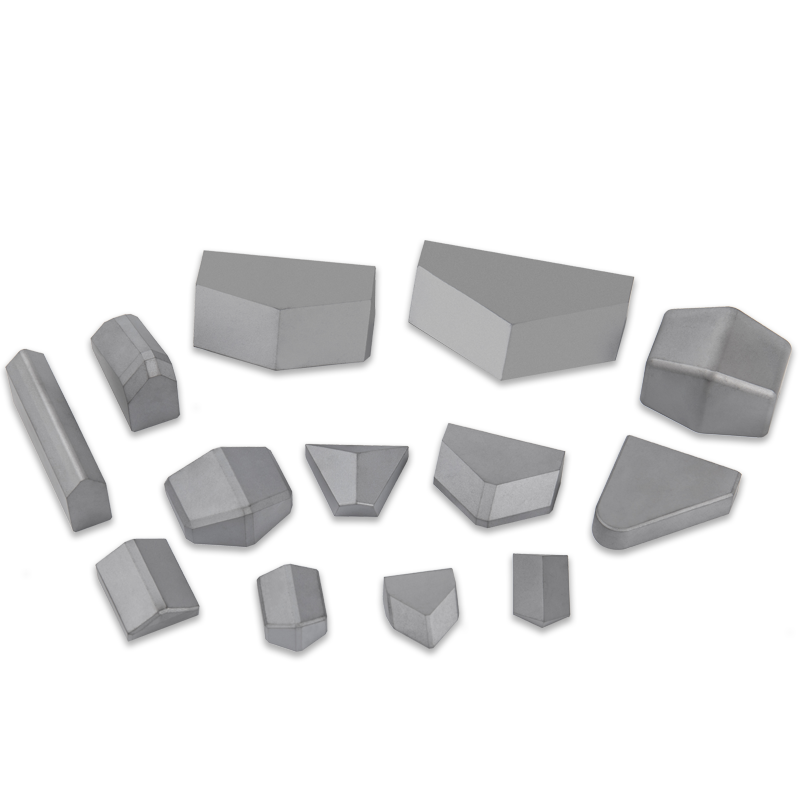
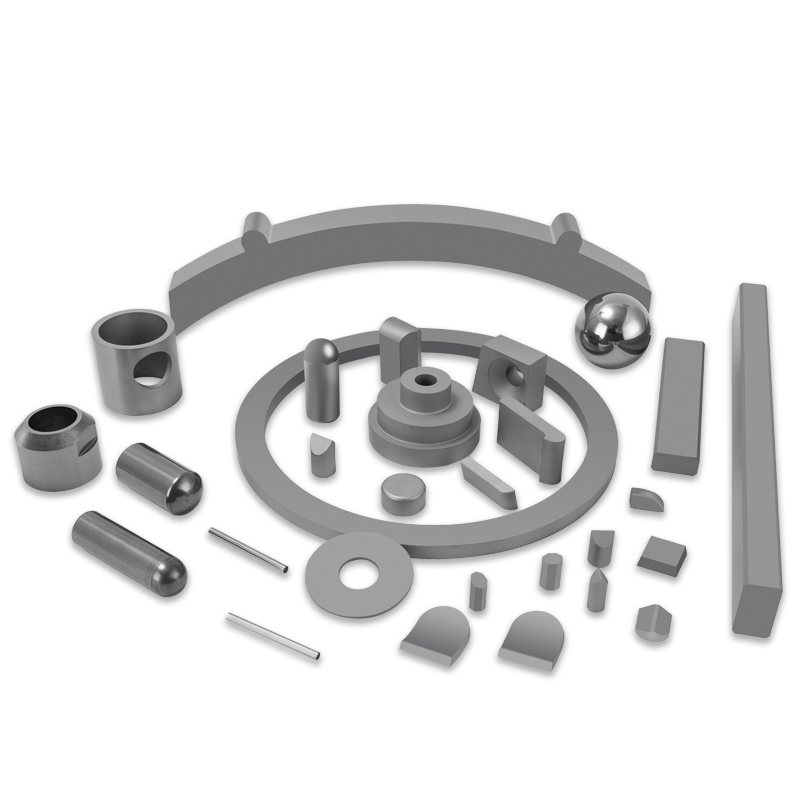
Genera Wolframium Carbide Stamping Dies et Constructione
Carbide Wolframi adhibita est in constructione moriendi figurata in pluribus formis distinctis, quaeque diversis squamarum productionibus accommodata, partim geometricis et oeconomicis considerationibus. Intellectus constructionis optiones in promptu permittit instrumenta fabris et fabis fabricandis ad optimize tam initialis instrumenti sumptus ac totali sumptus per partem super productione currere.
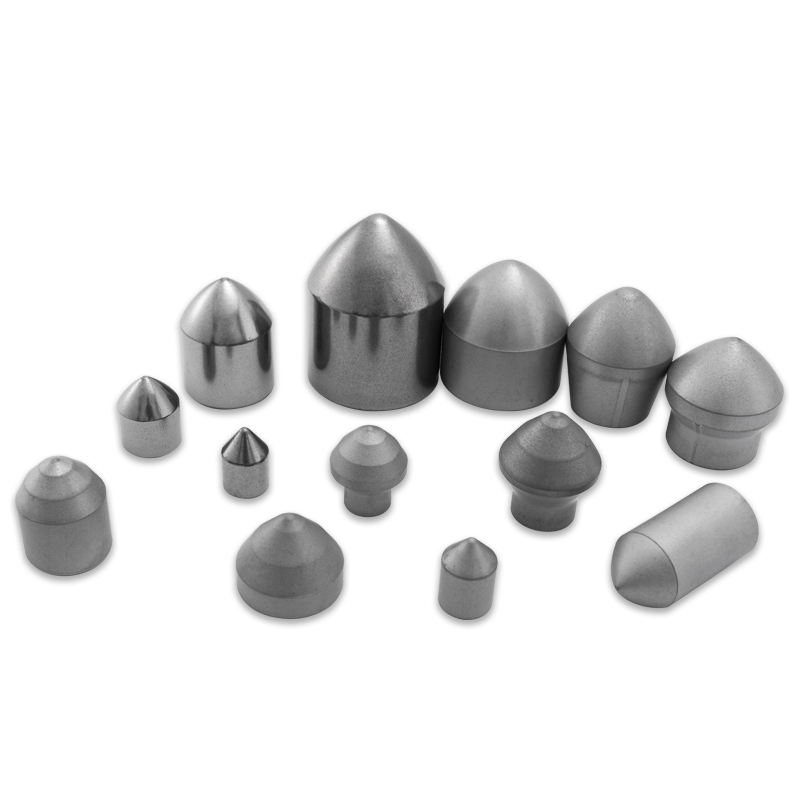
Stamping Dies solidum Carbide
Solidae tungsten carbide terunt moriuntur plane ex una parte carbide sintered machinati. Haec constructio vexillum est pro pugnis parvis diametro infra circiter 25 mm, parvis blank vacuis perit, pungentibus inseritur, et praecisio pugnorum formatur ubi compacta geometria permittit carbidam plene sustineri contra inflexiones et distrahentes passiones. Pugnorum carbide solida pro connectore terminali stampanti, plumbi fabricandi fabricando, et electricae contactus productionis servitutem consecuturum solitam vitam excedentes 50 ad 100 miliones ictus aeris tenuissimi et materiae habenae aeris. Praecipua limitatio solidi carbidi constructionis est fragilitas sub oneribus flexionis - solidi pugnorum carbidi cum rationibus maximi (ratios longitudo ad diametri supra 5:1) susceptibilis est propter defectum lateralium discinctus ac praecisionem ducens frutices et minimam ferrum ad alvi ductionem ut intra fines accentus tutos maneant.
Carbide-inserta et Shrink-Fit Die Construction
Nam maiora terunt membra mori - bracteae vacuae, globulis moriuntur, formandis insertis et annulis hauriendis - constructio carbida solida prohibitive pretiosa et impossibilia fit ad fabricam et ansam. Solutio industria-vexillalis est carbidam aptum vel recusatum ad inserere in clientelam chalybem, qui sustentationem structurarum, impulsum effusio, et machinationem mechanicam ad moriendum inscensum praebet. Impedimentum idoneum inter insertam carbidam et tenentem chalybem carbidam in lacus residuo comprimente collocat, dramatically meliorando resistentiam ad distrahendum crepitum in stampando. Intercessiones typicae valores in autocineto carbidi morientes officinae ab 0.001 ad 0.003 pollicum carbidi extra diametrum pervagantur. Impropria impedimentum aptum — vel insufficiens (permittentes frendens et migratio) vel nimius (causans upupam accentus crepuit in comitio) — una ex communissimis causis praematurae carbidis mori inserta in productione defectus est.
Segmented Carbide Progressive Dies
Incomplexa progressus calcarei moritur, qui varias vestis, pungentes, flexiones et operationes in unum habenam progressum formans saepe construitur, cum carbide articulato insertas praecise ferro mori calceos inmittit. Quaelibet statione in progressivo alea ferrum carbidi dicatum incorporat et moriuntur inserere paria optimized ad specificam operationem et operas materiales condiciones contactus. Hoc articulatum accessum permittit singulas stationes carbidas confectas vel laesa reparari sine scalpendo totius conventus intereuntis, et sinit diversos gradus carbidos uti in diversis statio innixa in singulis statio certae figurae. Summus volumen progressivum mori instrumentum pro laminationis electricae motoris impressae, connectoris automotivi terminales, et IC productio fabricatio plumbea exempla praestantissima repraesentant carbidi segmenti progressivi moris constructionis, cum instrumento aliquo cumulativo assequendo productio plusquam una miliardis partium ante maiorem reaedificationem decurrit.

De Vestibulum et Mole Tungsten Carbide Stamping Dies
Tungsten fabricatio carbida stamping perit requirit specialitatem instrumentorum, instrumentorum, et processus cognitionis quae fundamentaliter differt a instrumento conventionali ferro die fabricando. Extrema duritia carbidi facit machinam conventionalem impossibilem - omnis materialis remotio facienda est utens adamas abrasivas vel electrici missionem machining (EDM), et processus parametri selectio directe determinat effectus finalis mori.
Adamas molendum pro carbide die profiles
Rota stridor Diamond Pectus est primaria methodus fabricandi superficies planas, cylindricas personas, et lineamenta angularis carbidi tundens punctionis die componentes. Resin religata, vitrificata, et rotae adamantinae metallo-connexae selectae sunt in gradu carbide fundatae et superficies conficiendi requiritur. De processu critico parametri — celeritas rotae, workpiece rate cibarium, profunditas per saltum, et fluxus coolantis — diligenter moderari debet ad vitare damnum scelerisque superficiei carbidae, quae manifestat sicut parvae crepuere, residuales distrahentes accentus, vel superficies transmutatio. Moles superficiei carbidi laminarum morientium requirit applicationem inundationis refrigerantis, acutam vestis rotae adamantis, et levia consummatio transit infra 0.005 mm profunditas incisa ad perficiendam qualitatem superficiei metam (Ra infra 0.2 µm) et planiciem tolerantia requisita ad praecisionem alvi blank moriendi.
Wire EDM in Complex Carbide Die Geometries
Filum electricum emissionis machinationis (filum EDM) dominans methodus facta est ad duas dimensivas personas in tungsten carbide in laminas morientium implicatas secandas, inclusas lineas vacuas irregulares, foraminum progressus morientes, et forma praecisio cavitates intereunt. Wire EDM removes material by controlled spark erosion using a continuously fed brass or zinc-coated wire electrode, making it entirely independent of workpiece hardness. Filum EDM systemata moderna quinque-axis carbidam interientes componentes ad tolerantias dimensionales intra ±0.002 mm secare possunt et superficies infra Ra 0,3 µm post sequentia incisa subtiliter finiens perficit. Discussio critica in filum EDM carbidi iacuit recastum — zona tenuis materiae solidatae circa 2-10 µm alta, quae accentus residuas et parvas rimas continet. Multiple skim cuts with decreasing energy settings progressively remove the recast layer from previous cuts, and final EDM surface quality must be verified to ensure no residual recast remains on cutting edge surfaces that would serve as crack initiation sites in production.
Lapping et politura pro Critica Die Surfaces
After grinding and EDM operations, the cutting edges, forming radii, and clearance surfaces of tungsten carbide stamping dies are typically finished by diamond lapping or polishing to remove any residual machining damage and achieve the final surface quality specification. Manu adamantino crustulum in chalybe obdurato lambens vel laminas ferreas emittens — gradibus gradatim tenuioribus ab 15 µm usque ad 1 µm vel infra — superficies irregularitates removet et acumen geometriae criticae constantem incidit ut qualitatem intereat et vitam intereat. Ad summa subtilitas carbida vacua perit et nummus moritur, ultima superficies infra Ra 0.05 µm finitur in superficie formandis requiritur ad obtinendas partes superficiei qualitates specificationes et adhaesionem materialem in figurando extenuando.
Optimising Clearance, Lubrication, ac Press setup pro Carbide Stamping Dies
Etiam supremi-qualitatis Tungstri carbida ac morsus intempestive deficient, si alvi defluxio non recta ferrum ad mortem, insufficiens lubricatio, vel calcarium improprium. These operational parameters have an outsized influence on die life, part quality, and the risk of catastrophic carbide fracture during production.
Punch-ut-Die Clearance ad Carbide Tooling
Optimal ferrum-ad-moriturum alvi pro carbide blank blank et pungendo perit fere arctius quam instrumentum ferramentum aequivalens — typice 3 ad 8 cento materiae crassitudinis per latus pro plurimis metallis, ad 8 ad 12 centesimas pro ferro instrumenti perit. Arctius alvi deiectio efficiuntur a superiori carbide resistentia et stabilitate dimensiva, et superficies incisas mundiores reddunt minus rotundum, profunditatem subiscendam, angulum zonae fracturae. Autem, alvi deiectio, quae nimis stricta est, vires in margine secantis carbide colligit, acumen detractionis accelerans et periculum augens ferrum vel laminam rimas mori. Alvi optimization convalescere debet examinando aciem qualitatis incisis adhibitis comparatoris optici calibrati vel microscopii electronici scandendi ad confirmandam zonam fracturam desideratam angulum et lappam altitudinem antequam quantitates productionis committens.
Lubrication Requirements
Propria lubricatio critica est ut carbide maximizandi pressionis moriendi serviendi vitam minuendo attritionem ad ferrum-ad materialem interfaciem impediat, ne RAPINA materialia in superficiebus morientium, et temperaturas in operatione alta velocitate moderans moriatur. For most carbide progressive stamping operations on steel and stainless steel strip, a light-viscosity sulfurized or chlorinated extreme-pressure stamping oil applied via roller coater or spray system at a controlled film weight of 0.5 to 2.0 g/m² provides adequate lubrication. In habena aeris et aeris formulae non-chlorinatae requiruntur ad maculam mordax ne. Dry film lubricants — including molybdenum disulfide and PTFE coatings applied to the strip — are used in applications where oil contamination of stamped parts is unacceptable, such as electrical contact and medical device manufacturing.
Torcular Requirements for Carbide Die Praesidium
Tungsten carbide's brittleness under tensile and bending stress means that carbide stamping dies are highly sensitive to press misalignment, slide parallelism errors, and off-center loading that would be tolerated by tool steel tooling. Currens carbide moritur obsoleto vel presso misaligned est unus ex velocissimis modis ut praematura moriatur causa defectum. The press used for carbide tooling should exhibit slide-to-bed parallelism within 0.010 mm over the full die area, and hydraulic overload protection set at 110–120 percent of calculated cutting force to arrest press travel in the event of a misfeed or double-hit before catastrophic die damage occurs. Quick-disconnect die protection sensors — monitoring strip feed, part ejection, and die protection pin deflection — are standard equipment on progressive carbide die lines and pay for themselves rapidly through prevention of a single catastrophic carbide fracture event.
Tutela, Resharpening, et Reconditioning Carbide Stamping Dies
Una e notabili commoda oeconomica Tungstri carbide impressionis in ferro ferramento perit facultas est ad reconditionem attritam instrumenti ex accuratione refrenandi facies incidendi, acutam incisionem acutam et ad rectam alvi geometriam restituendam. Mori carbida bene conservata typice resarciri potest XX ad 50 vicibus antequam truncus congestus remotionem minuit, ut moriatur ad minimam altitudinem specificationum, tradens totalem servitutem vitam multoties longiorem quam instrumentum vitae inter terit.
- Cras gere Indicatores: Constitue productionem vigilantiam protocolla quae lappa altitudinem in partibus impressis indagare, extremam volvens profunditatem incidere, ac tonagium trend premunt notitias ut indices progressivorum alea lapsum. Initiare regrinare ad primum signum evolutionis lappa — potius quam currit usque ad partem qualitatis ex specificatione — minimizes stirpem remotionem per regrind cycli requisitam et maximizat numerum regrinarum cyclorum in promptu, antequam alea exiguum altitudinem attingit.
- Superficiem molendum ad Regrind: Carbide mori facies regrining fit in summa subtilitate molentis utens rota adamantis resinae religata vel rotae faciei adamantis articulata. Minimae stirpis remotio per regrind satis esse debet per zonam integram affectatam erumpere — typice 0.05 ad 0.15 mm per faciem — carbidam integram et illaesam cum acutis marginibus exponere.
- Ora Honing post Regrind: Carbida nuper humus in marginibus incidens continet parvas detractiones et stridor lappas quae instrumentum vitae initiale minuunt, nisi ante rediens moriatur ad productionem dirigitur. A light controlled edge hone using a fine diamond or boron nitride stone — removing only 0.005 to 0.020 mm of edge material at a consistent angle — strengthens the cutting edge geometry and significantly improves first-hit tool life after regrind.
- Inspectionem postquam quisque Regrind: Following each regrind cycle, inspect all carbide components under magnification (at minimum 10× loupe, ideally toolmaker's microscope) for micro-cracks, edge chipping, and surface irregularities before reinstalling in the die set. Cracks in carbide die components will propagate rapidly under production loading and cause catastrophic failure — identifying them at inspection prevents downstream press damage and unplanned downtime.
- Recoating for Life: Physical vapor deposition (PVD) coatings — particularly TiN, TiCN, TiAlN, and DLC (diamond-like carbon) — applied to carbide stamping punch surfaces after grinding can extend intervals between regrinds by 2 to 4 times on abrasive workpiece materials. DLC coatings are particularly effective on copper and aluminum stamping applications where material adhesion to the die surface is a primary wear mechanism.
Tungsten Carbide vs. Tool Steel Stamping Dies: A Direct Comparison
The decision between tungsten carbide and tool steel for a stamping die application involves balancing initial tooling investment against total cost of ownership over the production run. Sequens comparatio practicam huius decisionis compagem praebet per rationes maxime pertinentes effectus et oeconomicos.
| Parameter | Tungsten Carbide Die | Tool Steel Die (D2 / M2) |
| duritia | 85–93 HRA (≈1400–1800 HV) | 58–65 HRC (≈650–830 HV) |
| Typical Tool Life | 5-50 decies centena millia ictus (dependens applicationem) | 100,000-1 decies centena millia ictibus debilitarentur |
| Initial Tooling Cost | 3-8× altius quam instrumentum ferro | Baseline |
| Sumptus per Partem (summum volumen) | Significantly lower | Superius propter frequentes repositum |
| Dimensional Stability | Excellent (high modulus) | Good (lower modulus) |
| Impulsum / Concursores Repugnantia | Moderatus (sper - gradus dependens) | Good–Excellent |
| Machinability / Repairability | Difficilis (iaspis / EDM tantum) | Bonum (machining conventional) |
| optimus For | Summus volumen, materiae laesurae, tolerantiae strictae | Prototypa, volumen humile, complexum 3D formandi |
The economic crossover point — the production volume above which carbide's lower cost per part offsets its higher initial tooling investment — typically falls between 500,000 and 2 million parts depending on the complexity of the die, the workpiece material hardness, and the regrind interval achievable with each material. Pro quavis programmate pompae praeventus ad 2 milliones partium excedens, totus sumptus proprietatis analyseos universaliter fere favet, carbide tungsten impressit, die constructionis super instrumentorum ferramentorum alterum.
Our Products //
Related Products