EN
The Practical Guide to Tungsten Carbide Stamping Dies: Gradus, Design, et Quomodo eos facere Last
Industria News-Quid est a Wolframi Carbide Stamping Mori et Cur refert?
Tungsten carbide calcareus est praecisio instrumentorum componentium adhibita in metallicis operationibus incisis, forma, pungendo, aut figura metalli schedae altae repeatability et summae accurationis. Dissimilis instrumentum conventionale ferro perit, carbida tungsten moritur ex materia composita — imprimis particulae carbide tungsten (WC) una cum ligante metallico, vulgo cobalt (Co). Effectus est materia quae eximiam duritiem (typice 85-93 HRA in scalis Rockwell componit) cum tanta duritia ad resistendum repetitae ictum onera summae velocitatis sine detractione ac deformitate.
In summo volumine ambitus productionis - partes automotivae, electronicae terminales, medicinae partium machinarum, connexiones electricae, et clausurae praecisionis - carbida typhum tundens perit norma electionis instrumentorum, quae decies centena millia constantium hits ante postulationem reponendam liberare debet. Instrumentum initiale instrumentum praestantius est ferro ferramento, sed in dramatically extensum servitium vitae ac tempus imminutum efficit carbidam, perit oeconomice melioris electio in scala. Hic dux cuncta ex gradu delectu et consilio intereat considerationes ad exercitia conservanda comprehendit et quid expectet quando accedens carbide calcationis moritur.
Tungsten Carbide vs. Mors Mors: Intellectus Verus Differentia
Decisiones inter carbidam et instrumentum ferrum tungsten ad constructionem mortis stampandam est una ex electionibus consequentialibus in diurnariis instrumentis. Unaquaeque materia distinctum profile perficiendi habet, et electio recta a volumine productionis dependet, materia impressa, et tempus refrenandi vel subrogandi acceptabile.
| Property | Wolframium Carbide Die | Instrumentum Steel Die (D2 / M2) |
| duritia | 85–93 HRA | 58-65 HRC |
| gerunt resistentia | Optimum - 5-20 "iam vitam" | Bonum mediocribus voluminibus |
| lentitudo | Moderari - gradus-dependens | Superiore - magis ictum-donans |
| Compressive vires | Ad 6,000 MPa | 1,500–2,500 MPa |
| Upfront tooling pretium | Altius (3-5× instrumentum ferro) | inferiora |
| Sumptus per partem in vita | inferiora at high volumes | Superius propter frequentes repositum |
| Optimum application | Summus volumen, laesura vel materia dura | Prototypa, volumen humile, geometrica complexum |
| Machinability | Requirit EDM et iaspis stridor | Consuetudinem molendi et molendi |
Productio enim decurrit excedentes 500,000 partes; tungsten carbide terunt dies fere semper inferiorem summam dominii impensa tradet non obstante pretio superiori ingressu. Sub hoc limine, calculus graviter pendet a materia signata et acceptabilis frequentia regrinatur pro instrumento ferro alternando.
Tungsten Carbide Gradus in Stamping Dies: Quam eligere ius unum
Carbida Wolframi una materia non est - familia compositorum est cum varia ratione WC grani magnitudine et cobaltum ligans contentum. Hae variabiles directe temperamentum inter duritiem et duritiem moderantur, et eligentes gradum iniuriae in applicatione calcationis ad praematuram defectum per vel nimiam lapsum vel detractionem ducit.
Cobaltum Content et eius effectus in euismod
Cobaltum est ligans metallicum quod grana carbide tenet simul. Humilis contentum cobaltum (3-6% Co) durius, magis obsistens mori materias efficit - specimen figurandi tenues, molles materias in velocitatibus altissimis ubi laesura vestium est primarium defectum modi. Altius cobaltum contentum (8-15% Co) artium duritiem quamdam ob duritiem insigniter emendavit et rima resistit, eamque potiorem facit ut truncum densiorem impresserit, durius admixtionem ferro immaculatam aut vim ferri, vel applicationes incursus incursus ex parte eiectionis vel misfeedionum implicantium. Maxime applicationes moriuntur calcare in 6-10% Co range, quod dulcem maculam practicam repraesentat inter resistentiam et ictum duritiem.
Frumenti magnitudine ac munere in Edge Sharpness
WC grani magnitudo — vndique a submicron (sub 0.5µm) ad crassum (super 3μm) — tum acumen acuminis attingens tum superficies partis impressae metam afficit. Carbides grani subtiliores et ultrafines incisis acutioribus tolerantias dimensionales arctiores sustinent, easque potiorem ad subtilitatem blank, subtilitatem penetrabiliorem facit, et parvarum bractearum tenuium materiarum in electronicis et medicinis fabricandis fabricandis. Gradus grani crassiores sunt duriores et aptiores ad gravibus blank blank, profundis adigendis, et applicationes in quibus acumen acuminis minus est criticum quam impetus resistendi.
Commune Gradus Commendationes per Applicationem
- Aeris tenuibus vel aluminii pungendo (electronicas terminales); Frumentum optimum, 6% Co - maximum gerunt resistentiam pro materia laesura non-ferro ad altum SPM rates.
- Ferro nitidum nitidum usque ad 3mm; Medium frumenti, 8-10% Co - libratum duritiem et duritiem ad generale propositum chalybeum terunt.
- Inculcare , immaculatum ferro , vel , robore , ferro ; Frumentum medium grossum, 10-12% Co - durities augebatur ad tractandum superiores vires secandas et onera incursus ex materia duriore.
- Alta trahens et formans interserit; Frumentum crassum, 12-15% Co - maximam duritiem ad resistendum compressivis et distrahendis impressionibus susceptis operationes formandi.
- Micro-activa et praecisio claua incisionis; Frumentum submicron, 6% Co — definitio extrema in promptu pro partibus cum tolerantia sub ± 0.005mm.

Clavis Components de Tungsten Carbide Stamping Die Conventus
A carbide plenae mortis typicae non est simpliciter una pars carbida - est praecisio conventus plurium partium, unumquodque machinatum ad operandum in unum. Intellectus munus functionis cuiuslibet partis adiuvat cum tam consilio sententiae quam culpa diagnosi morientis, cum problemata in productione oriuntur.
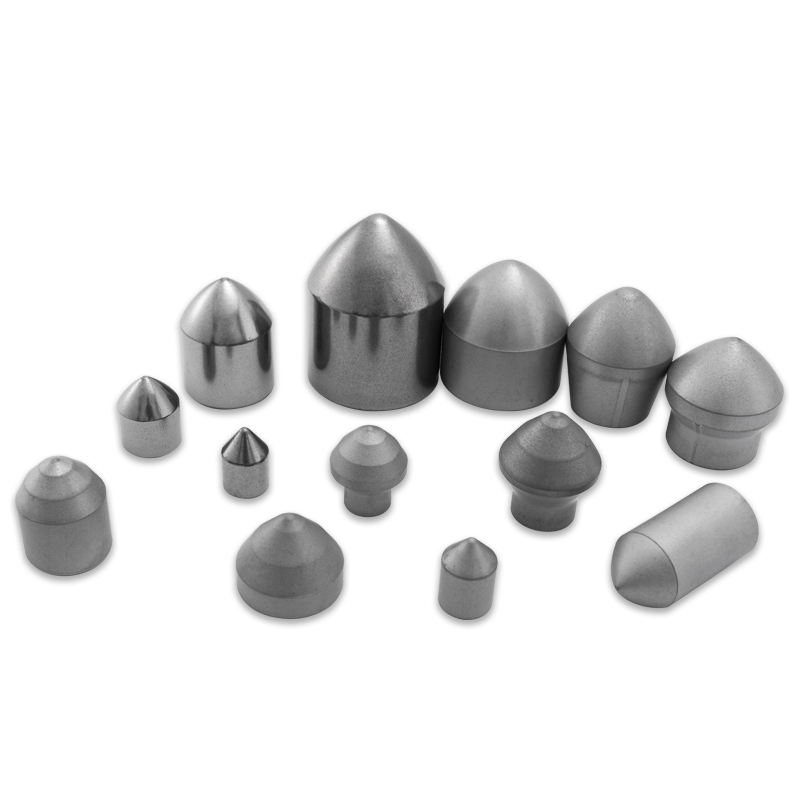
Carbide Punch (Die superior)
Ferrum carbide est activum secans seu formans membrum quod cum ariete prelo descendit. Figuram signatam definit, figuram rotundam, quadratam, complexam, figuram, seu forma consuetudinis -, cuius acies geometriae lappa altitudinem et extremam qualitatem in parte finita determinat. Pugnis de more torcularis vel mechanice retentae in ferrum tenentem ferreum, cum auriculae carbide omne opus in facie sectionis faciente. Punch longitudo, area crucis-sectionalis, et ora angulus subsidii omnia factoris in quousque ferrum suam geometriam conservat antequam regrediendo requiritur.
Carbide Die Button (Inferius Die)
Bulla alea stationaria est membrum sectionis inferioris. Ferrum ingreditur puga pyga morituri cum alvi continente — typice 5-10% materiae crassitudinis per latus ad opera blank blank — et haec alvi rima est quae materialem puriter tondet. Globuli carbide moriuntur in ferro mori soleae diurnae aptae vel lamina moriuntur. Terra longitudo (altitudo verticalis sectionis parallelae antequam moriatur angulus levamen incipit) vim et vitam interientem afficit - terra diutius resistentia auget sed etiam vim detractionem auget.
Die Clearance et eius effectus in Parte Quality
Proprium ferrum-ad-moriturum alvi deiectio est una e discrimine maxime variabilium in carbide pompae obeundis effectibus. Parum alvi secans vim auget, calorem nimiom generat, ac acceleret ore gestare utraquc ferrum et intereat. Nimis alvi volvens zonam maiorem, proceriores lappas producit, ac accurationem dimensionalem in ore totondit. Materiae molles ut aeris vel aluminii, arctius alvi (4-6% per latus) mundiores secant. Ad materiae duriores vel crassiores, alvi latiores (8-12% per latus) instrumentum reducere innixi et mori vitam extendere.
Dux columnas et Bushings
Subtilitas rector columnae et bushings accurate noctis inter superiores et inferiores partes per omnem ictum torculari moriuntur. Misalignment - etiam pauci microns - inaequales onerantes in carbide oras secantes facit, acceleret ora detracta et reducens vitam mori. In altum celeritatem applicationes calcare, rector pila cavea systemata plana frutices restituunt pro frictione reducta et ductu accuratiore in celeritatibus elevatis.
Vestibulum Methodi: Quomodo Dies Tungsten Carbide Stamping fiunt
Processus fabricandi pro carbide tundens truncus moritur magis implicatus et specialior quam instrumentum ferramenti. Modi productionis intellectus adiuvat emptores facultatem aestimandi elit et pone realisticam temporis expectationem ducunt.
Metallurgia pulveris et Sintering
Tungsten carbida die blanks efficiuntur ex pulvere metallurgiae — miscent WC pulverem cum cobalte ligante, commixtionem in figuram proximam premens, et ad temperaturas circa 1,400-1,500°C sub vacuum vel iners atmosphaera. Per sintering, cobalt inter grana WC liquescit et interfluit, matricem densam, homogeneam creans. Sintred blank praevidere (typice 18-20% lineares) a figura pressa refugit, et hic factor in praemente dimensionibus computatur. Vestis qualitas - porositas campester, granum uniformitas, et ligans distributio - laquearia determinat in effectum deduceretur mori.
EDM (Electrical DIMISSIO Machining)
Quia carbida sinterata tungsta nimis difficile est ad machinam cum instrumentis sectionis conventionalibus, incomplexae perfiles machinatae sunt utentes EDM (filum EDM vel submersor EDM). Filum EDM per carbidam blank secat utens filo itineris electrode et electrici exesa, formas admodum accuratas producens cum tolerantias ±0.002-0.005mm in dimensionibus profile. Sinker EDM electrodes informibus utitur ad cavum trium dimensivarum lineamentorum quidpiam diruendum. EDM stratorum superficiei in carbide diligenter moderari debet et saepe post-EDM politionem postulare ut omnem iacturam caloris affectatam conflare removere possit, qui rimam initiationis locum sub oneratione cyclica agere posset.
Adamas molendum et Lapping
Finalis accuratio dimensiva et superficies meta in carbide stampae perit fiunt per rotam adamantis stridorem - solum laesurae difficile satis ad machinam carbidam tungsten efficaciter. Moles superficies, stridor cylindricus, stridor profile cum rotae resin- vel metallo adamantino, componentes mori ad tolerantiam finalem afferunt. In marginibus sectionis criticae et superficiebus coeuntibus tum lambuntur cum adamante compositis ut superficies perficiat infra Ra 0.1μm, quae necessaria est ad extenuando tenaces induti et assequendis mundis marginibus in partibus impressis tondendis.
Tutela et Regrinding: Porrectum Wolframium Carbide Die Vita
Una practica commoda carbidi Tungstri in ferro ferramento perit est quod attritus aciei multipliciter rescindi potest antequam moriatur ad finem vitae — modo refrenatio recte et rectis intervallis fit. Carbida male conservata mori potest, attamen catastrophice deficere potest et partes substratae vel amni destrui.
Cum ad Regrind: Agnoscentes signa gere
- Lappa altitudo; Ut acies incisa hebetat, tondenda zona dilatatur, et lappa impressa pars altitudinis augetur. Lappa altitudinem limen constitue (exempli gratia, 10% crassitudinis materialis) et felis regrediuntur cum partes constanter excedunt.
- Augebat vim spoliandi; Ferrum ore obsoleto vel concisa plus frictioni in materia detractione gignit, quae quasi elevatum pressum oneris lectionum vel detractionem ver lassitudinem ostendit.
- Visibilis margo rotunditas vel detractio sub magnificatione; Iusta inspectio oras secandi sub loupe vel comparatore optica detractionem capit antequam in maiora ora fracturas propagatur quae magis infestantibus materialibus remotionem figere desiderant.
- Summa dimensiva in partibus impressis: Cum mori alvi efficaciter augetur ob ora exterat, partim dimensionibus transpositio. Monitor dimensiones criticas super fundamentum statisticum et usum datae tenoris ad praedicendum cum regrining debeatur antequam exiguo rates conscendant.
Recta Regrining Practice
Carbida regrediens carbidam requirit iaspis rotae congrua vinculo duritiei et craticulae magnitudine ad carbidam gradus existentes. Diluvium coolant utere per stridor ad impediendum damnum scelerisque - localis exustus in regrediendo accentus residuas residuas et parvas crepuit in superficie quod dramatically reducit post mortem vitam. Tantum remove quantum materiae quantum opus est ad marginem purum et acutum restituendum — fere 0.05-0.15mm per cyclum regrinatum. Vestigare materiam cumulativam a ferrum longitudinis remotam ut scias quot plures cycli regrini manent ante ferrum brevior ad usum tutum.
What to Look for When Sourcing a Tungsten Carbide Stamping Die Supplier
Transactio carbida calcarei plures variabiles dies involvit quam instrumentum mercaturae mercaturae. Paucis clavis aestimationis indiciis separatis praebitorum qui diuturnam vitam constanter liberant, summa subtilitas ab iis decedit qui incongruam qualitatem deficientem in servitium producunt.
- In-domus rudimentum transnagens; Praebitores qui codicellos carbidam emunt sintered ex authenticis materiis rudis effectoribus — potius quam ignotis fontibus maculosi — gradus materiales et massam qualitatem deducere possunt. Petite carbidam testimoniales materiales et confirma cobaltum contentum et magnitudo frumenti aequat gradui determinato.
- Filum edm et stridor facultatis ; Confirmare elit suas operas EDM et adamas apparatum stridorem magis quam in his gradibus criticis auget. Quaelibet manus inter subcontractores periculum dimensivum inducit et rationem redigit ad accurationem finalem moriendi.
- Facultas inspectionis et mensurae; Qualitas carbida mori praebitorum utuntur CMM (machina mensurandi coordinata) inspectionem ad comprobandum rationes criticas, comparatores optici ad verificationem profile, et superficies asperitas testium ad superficiem terrae confirmandam. Quaeritur quaenam inspectionis monumenta praebeantur singulis amet morientibus.
- Ipsum auxilium application: Optima carbide die praebitorum non solum fabricare ad tuam trahentem - eam recognoscent quaestiones pro potentia consilio ante materiam secandas. Experientia cum alvi commendatione, gradus delectu pro materia et applicatione specifica tua, et in ore geometriae optimae verae pretiosae sunt, et artifex instrumentorum a machinarum machinarum generalium separat.
- Tempus ducere, et regrediendi officium; Instrumentum criticum ad productionem, vexillum supplementi confirmant et tempora plumbea expediuntur pro servitio tam novi moris quam regrediendi. A elit quis circa regrind intra 24-48 horas potest dramatically reducere productionem tuam downtime detectio comparata ad unum cum duabus septimanis queue.
Our Products //
Related Products